BB Mount Construction
Before you start debur and wire brush all the metal pieces.
The most critical thing to get right with the Bottom Bracket Mount is the alignment. I strongly encourage you to get donor bike from your local tip, and use the BB race, cranks and chainrings to make sure that your alignment is as accurate as possible.
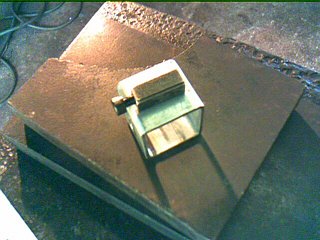
This is what the finished BB Mount looks like. This is a slightly different to the plans, as I used a Square U (described below) to help make the alignment process a bit easier and to prevent the BB Shell from warping.
As described elsewhere, before fabricating anything I generally begin by cutting out and machining all the pieces of metal for the entire project.
The bottom bracket shell is a standard British 1.37" x 24 TPI x 68mm mild steel shell purchased from Nova Cycles frame building supplies in the US <www.novacycles.com>.
I started by machining the BB Mount Binder (Item 43). This should be machined as a single piece and welded on. Then it and the BB Sleeve face should be cut in down the center using a hack saw.
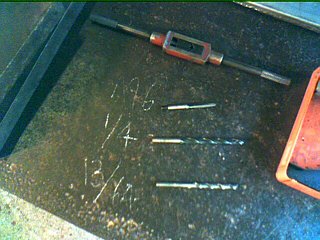
To do this you will need an M6 tap, a 13/64" (or M5) bit and a ¼" (or M6) bit.
Start by center punching one end of a 30mm length of 12mm square bar.
Using the 13/16" bit, drill a hole through the center of the binder. Next put the ¼" bit into the drill chuck, and drill the wider aperture on one side 15mm to the center of the binder. You should have a depth gauge on your drill press to help you do this.
Now tap the other side with an M6 thread. Squirt cutting compound onto the tap and work piece to lubricate it. To cut a thread, you do a quarter turn at a time, then back off a half turn (you will feel it click as it cuts back) then proceed with the next quarter turn and back off again, repeating until the thread is cut. I use compressed air to blow out the metal shavings from time to time to keep the work piece clean.
Next we need to machine the sides of BB Sleeve (Item 9) -- we do this so the binder will flex easily. But before starting we need to decide which face to pace the binder on. In theory any face should do, but in reality Square Hollow Sections (SHS) are not perfectly square. Place your sleeve over the 35mm SHS piece you plan to use for the boom. If it slips over it then you are in luck. If not you need to find which face is the narrowest. To do this place the sleeve diagonally against the end of the boom and test each face by rotating the sleeve and trying again. Hopefully it will be apparent which face is the tightest fit, this is the one to place the binder on, so mark it. Now we will proceed with machining the sleeve sides.
As indicated in the plans, using the drill press, drill two 12mm holes, 10mm apart on each side of the sleeve. Then using the fine cut-off saw on the rotary tool at about 5000rpm, cut out the left over metal in the middle. To do this job you need to brace your hand against the vice, and while holding the rotary tool firmly with both hands, you have to apply only the lightest amount of pressure. It requires the deftest touch, if the blade catches, it shatters into pieces. Once you get the hang of it, its pretty easy -- like all things delicate, you just have to be patient.
Here is the binder and sleeve ready to weld. I simply clamped them together with a small G clamp.
Here they are after welding. Only weld the front and back edges, not the faces with the threaded holes.
Now with the binder is welded, clamp the sleeve to your work bench or place it in a vice and cut it down the center of the binder and sleeve face with a hack saw. You should end up with a thread one side and the wider aperture on the other.
With the binder and sleeve cut, I used the rotary tool to grind a slight angle on the inside edge so the binder has maximum travel when clamping.
This is the second BB Mount I have made, and the last one warped so much that my Campagnolo sealed cartridge wouldn't fit into it, fortunately another Shimano one did. So this time I decided to try something different to see if I could minimize the warping from the heat effected zone and weld bead. As you can see I have cut another piece of 40 x 2.5mm SHS about 40mm long and cut it to make a squat Square U shape. The shell is resting inside it. I will run one weld bead down each side laterally and see how this goes.
To weld the BB Mount properly, at a minimum you need to screw in some old BB races before you weld to protect the shell from warping. Even better, put in some old bearings (clean of grease), a spindle and an old set of cranks. Mark the shell 14mm in from each side so you can center it on the BB Mount Sleeve. The Sleeve should be securely mounted onto the boom using the binder. Make sure to place the binder bolt on the oposite side of the chainrings so later you can adjust it without having to remove the cranks. Now clamp the BB Shell sitting in the Square U to the sleeve. Using the large chainring on the cranks measure from the boom to the inside of the chainring at the front and back. When both of these measurements are equal the BB Mount is square. Check the chainring against your work bench to make sure it is also square. If not you will need to file a little off the inside edge of the square U at the offending end to make it sit square. Take your time and be patient, this is a bit of a fiddly job, but it is important to get it right.
Once you are happy with how everything is sitting, tack weld the Square U to the sleeve at the four corners. Recheck all your measurements and if everything still looks good, tack weld the BB Shell to the Square U. Once again make sure that everything is still square. If its out a bit, you may have to grind off the offending tack, place it in a vice, bend then re-tac.
When everything is square its time to weld. At this point you can take off the cranks and unclamp the shell so there is less clutter. This is one of those jobs that you really need to get right first time so rehearse your weld angle and motion before you do it. Make sure the piece is clean and the edges have bright metal. Weld about 1/3 of the length at a time to minimize the heat effected zone and let it cool before continuing. Start at the center, do the other side next in the opposite direction, then alternate sides.
If you follow this procedure you should end up as I did with a perfectly square BB Mount that is not warped at all. The Campagnolo sealed cartridge just screwed straight on! I am very happy with this approach, it is very easy to clamp and tack and the results speak for themselves.
Thats the BB Mount done!











Copyright © 2007 Henry Thomas
![]()